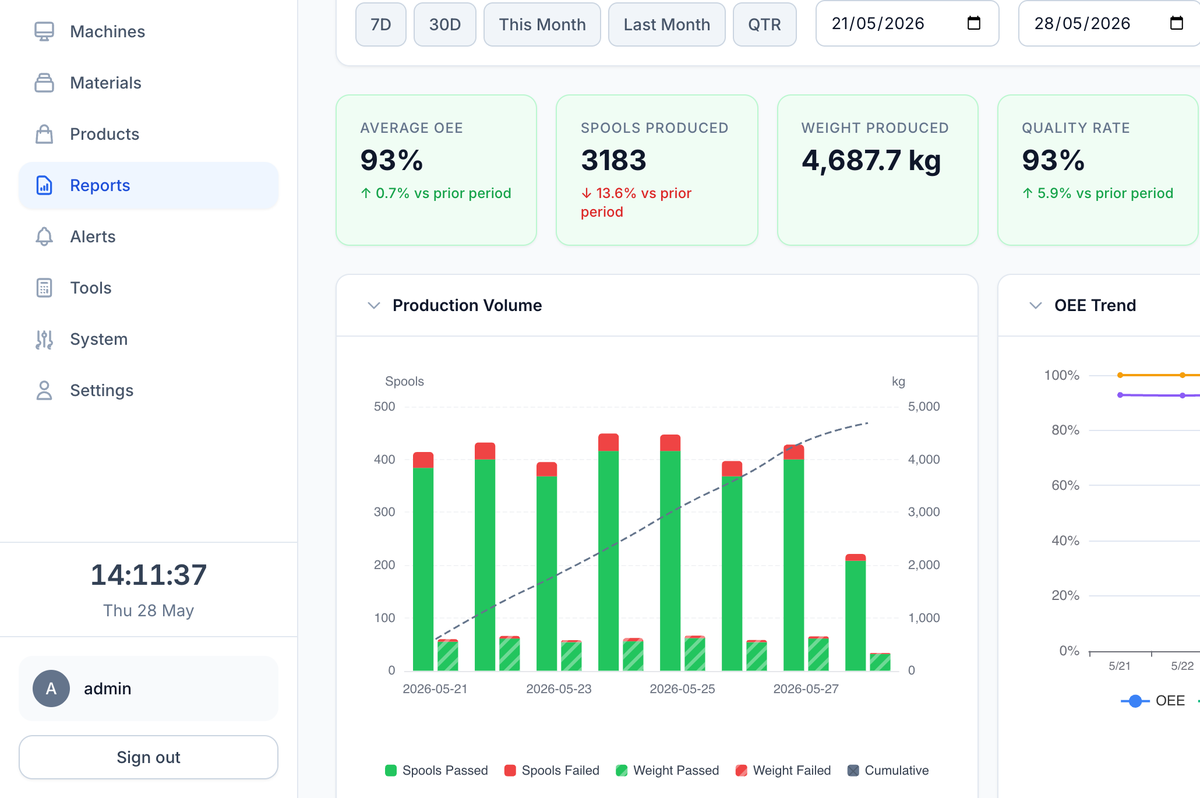
acqSYS calculates OEE (overall equipment effectiveness) from the workflow itself and shows where the losses come from: preparation-aware availability, downtime events, target vs actual speed, graded spool outcomes, and energy consumption from the connected telemetry — so the number points at scrap, idle time, and energy you can act on.
Use the demo to compare OEE from a job, a line, and a production report.

The team turning OEE into coaching, process review, and improvement rather than a spreadsheet debate.
Missing target speed, density, diameter, or spool speed data never becomes a fake zero.
Open a prep-heavy job and see setup time excluded from availability instead of dragging the number down.
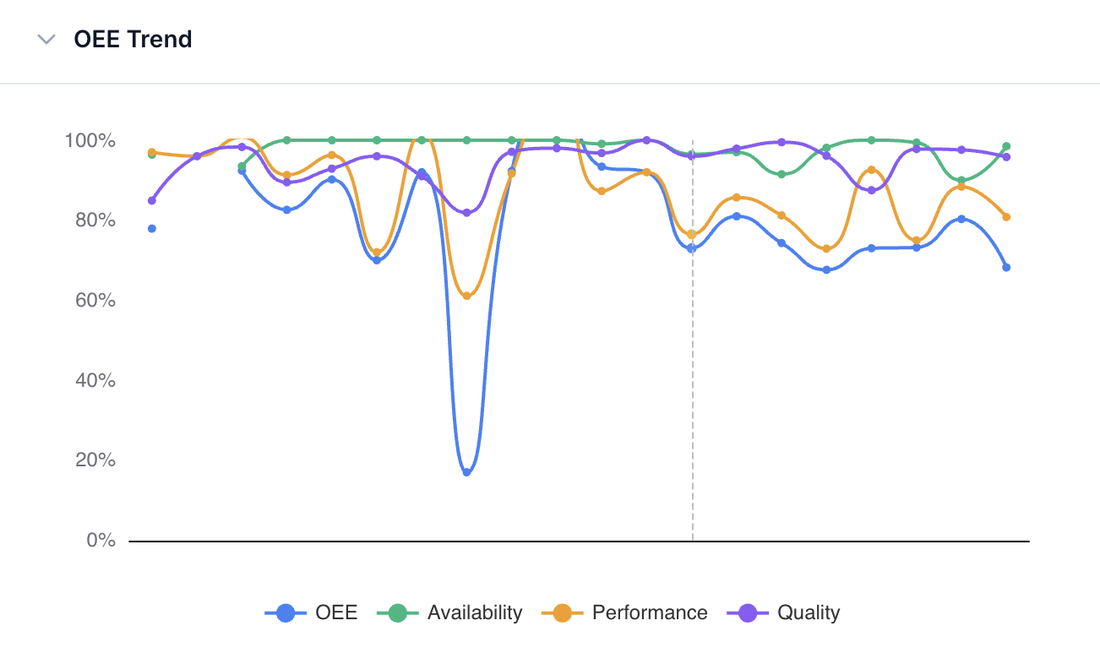
Preparation-aware availability, speed-based performance, and quality from graded spools — with missing data flagged instead of hidden.
Preparation is separated from production time so setup does not distort run-time truth.
The speed-based method compares actual average speed with target speed and shows above-target running.
Quality is the share of passed spools among all graded spools — passed, length fault, or diameter fault — not a vague good/bad counter.
Filament OEE is easy to argue with and hard to act on when setup, scrap, and speed are each counted a little differently by whoever reports them.
More than a headline number — the calculation shows what made it believable, incomplete, or worth engineering review.
OEE is useful only when the system understands preparation, downtime, target speed, output, and quality outcomes.
We will turn your preparation rules, downtime reasons, target speeds, and QC outcomes into an OEE definition your managers and technologists can defend.