When a spool is questioned, show why it passed or recorded a fault — the measurement, the process window behind it, and the job that produced it — in one record.
Use the demo to inspect a spool QC result and the process window behind it.
Tolerances, gauge mapping, and capability all resolve to the same spool record you can put in front of a customer.
The team explaining why a spool passed or recorded a fault — and when that calls for investigation or process review.
The result belongs to the produced reel, not only to the job batch.
Open a failed spool and follow measurement, window, and production context.
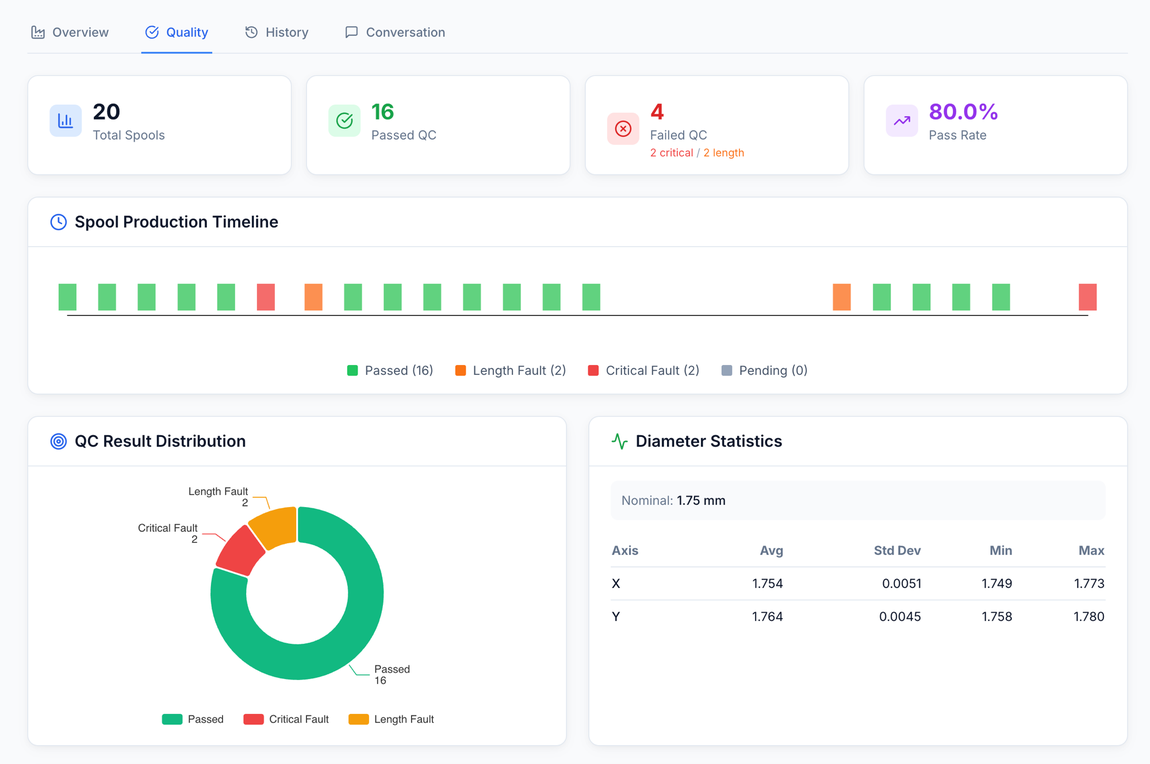
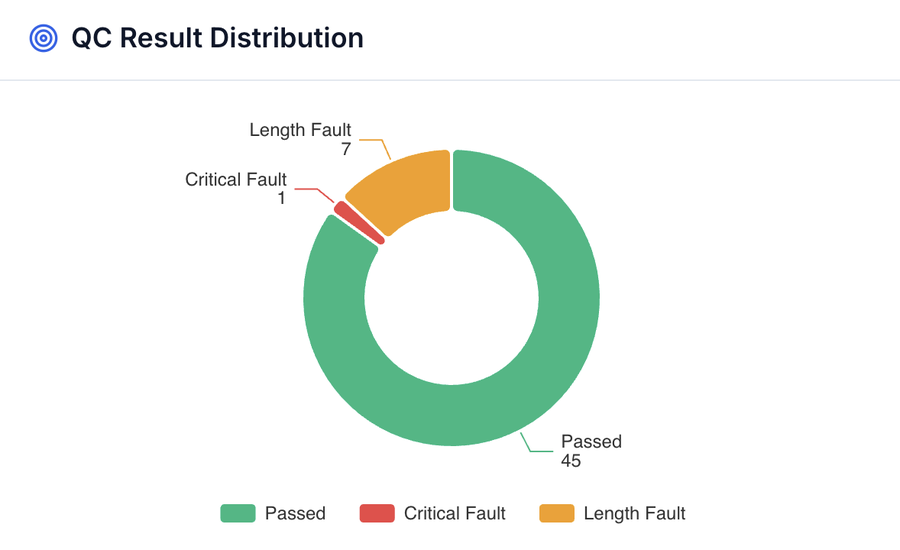
acqSYS grades every spool three ways: passed, length fault, or diameter fault. A diameter fault is the critical one — it disqualifies the spool from use. A length fault means the filament itself is good, but the spool's weight or length is out of spec. Explaining either takes the measurement, the process window, and the production context in one place.
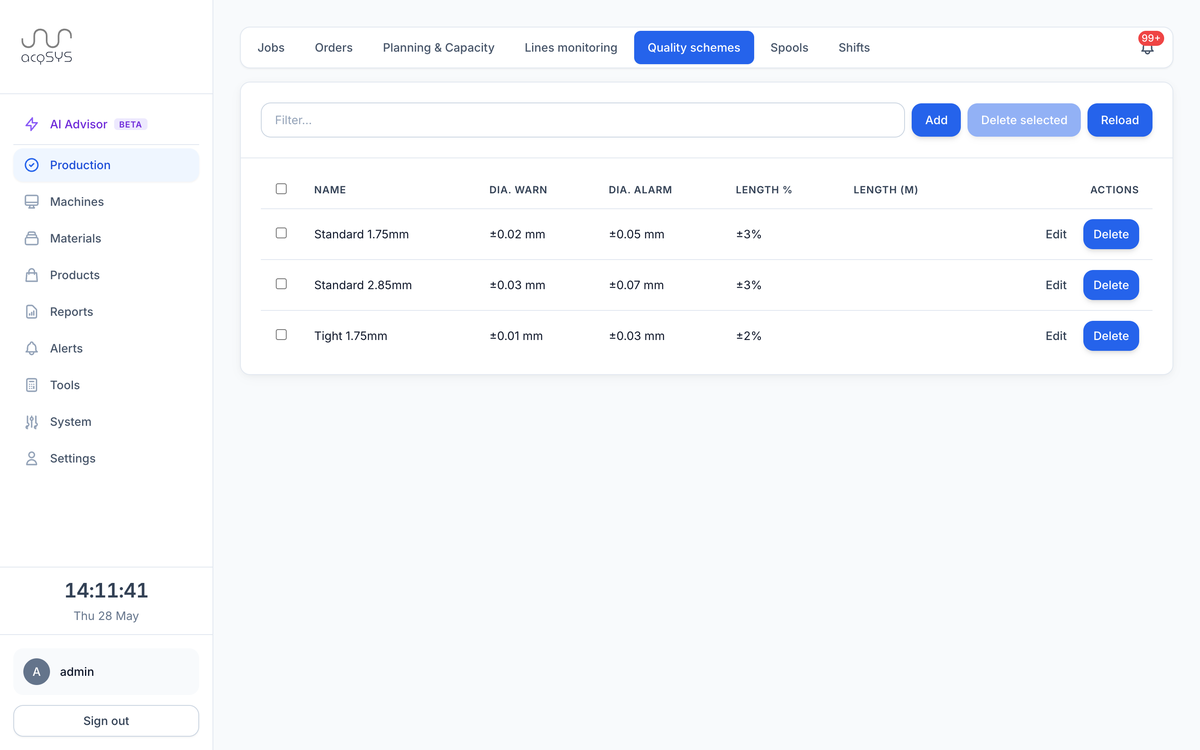
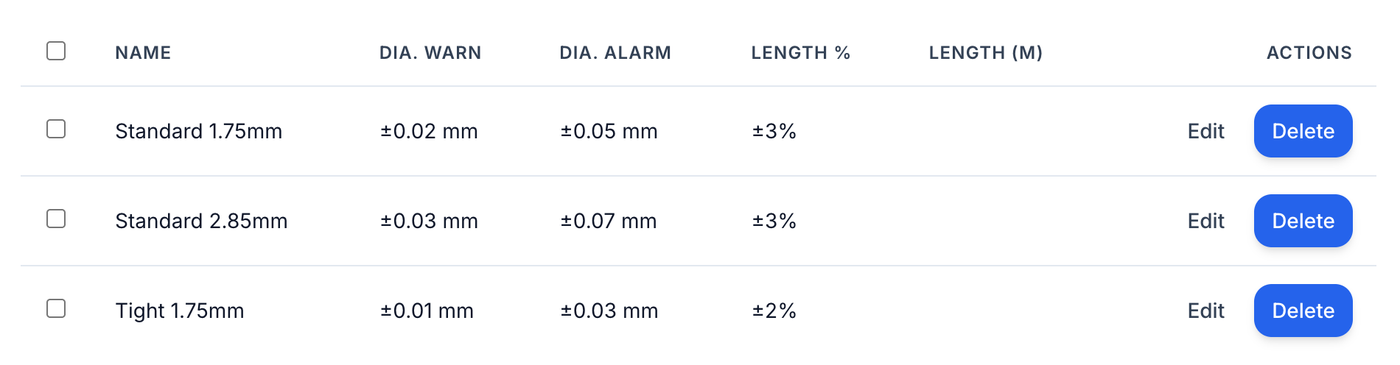
QC configured for the physical line. Quality decisions need tolerances, mappings, and measurement windows that match the way filament moves through the line.
The result becomes useful because it is connected to both the physical spool and the process window that produced it.
Use line-specific or global QC mapping for speed and diameter axes.
Calculate the spool-relevant time window from production and gauge context.
Apply warning and alarm tolerances and length checks; compute diameter statistics and Cpk where available.
Reuse approved QC data in labels, public QR certificates, reports, investigations, and AI Process Advisor (beta) review.
Gauge channels, line configuration, tolerances, and measurement policy must be set correctly. acqSYS provides the connected workflow, but it cannot compensate for missing or wrong instrumentation.
QC is not bolted on after production. The spool record carries process, product, job, line, operator, label, report, and verification context forward.
Follow a QC result back to the physical spool.
Explore →Share selected QC evidence publicly.
Explore →Inspect the signal window behind quality.
Explore →Turn spool and QC evidence into technologist review and R&D.
Explore →Bring your diameter gauges, tolerance bands, and the last QC result you had to defend. We will show how acqSYS explains it from the spool record.